
Microorganisms including bacteria such as Escherichia coli and Bacillus subtilis, yeasts such as Saccharomyces cerevisiae and Pichia pastoris, filamentous fungi such as Aspergillus species, actinomycetes such as Streptomyces, and, in specialized applications, viruses employed in phage-display systems form the cornerstone of modern industrial microbiology. Their unique biological properties, remarkable metabolic diversity, and adaptability have made them indispensable biological factories for the production of a broad spectrum of commercially valuable products. These products of economic value include pharmaceuticals, vaccines, recombinant proteins, industrial enzymes, antibiotics, organic acids, amino acids, vitamins, biofuels, bioplastics, agricultural inputs, and fermented foods and beverages. The widespread use of microorganisms in industrial biotechnology has transformed manufacturing processes by providing sustainable, cost-effective, and environmentally friendly alternatives to conventional chemical synthesis.
The success of industrial microbiology largely depends on selecting microorganisms capable of performing specific biochemical transformations efficiently and consistently under controlled production conditions. Unlike higher plants and animals, microorganisms possess relatively simple cellular structures, short generation times, and highly flexible metabolic systems that allow them to rapidly convert inexpensive raw materials into valuable products. Advances in microbial physiology, genetics, molecular biology, and metabolic engineering have further expanded their industrial potential by enabling the development of strains with enhanced productivity, improved product quality, greater process stability, and the ability to synthesize novel compounds that may not occur naturally.
Industrial microorganisms are cultivated in carefully controlled bioprocesses where environmental parameters such as temperature, pH, aeration, nutrient availability, and oxygen concentration are optimized to maximize cell growth and product formation. Consequently, microorganisms selected for industrial applications must not only possess the desired biosynthetic capabilities but also exhibit characteristics that support large-scale cultivation, economic feasibility, product safety, and process reliability. The choice of a production organism therefore involves balancing biological performance with engineering and economic considerations to ensure efficient and profitable manufacturing.
Continuous improvements in strain selection, classical mutagenesis, recombinant DNA technology, synthetic biology, and systems biology have significantly enhanced the performance of industrial microorganisms. These technological advances have enabled industries to produce higher yields, reduce production costs, minimize waste generation, and improve the sustainability of manufacturing processes. As industrial biotechnology continues to expand into areas such as precision fermentation, bio-based chemicals, renewable energy, and personalized medicine, understanding the desirable characteristics of industrial microorganisms remains fundamental to the successful design, optimization, and commercialization of microbial production systems.
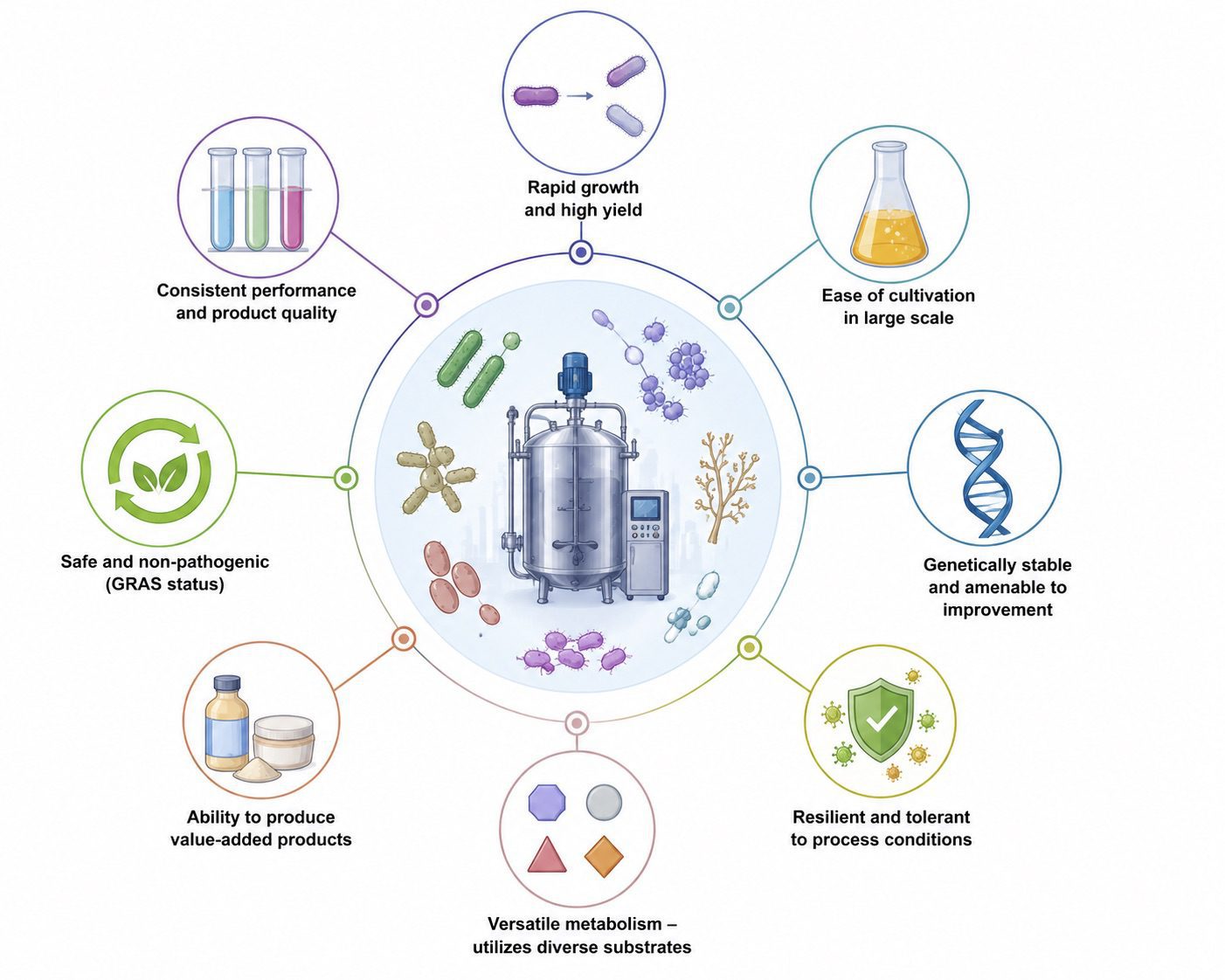
Characteristics of microorganisms used in industrial microbiology
1. Minimal nutritional needs and cost-effective growth
An ideal industrial microorganism should be capable of growing efficiently on inexpensive, readily available substrates while requiring minimal nutritional supplementation. Since the cost of fermentation media often constitutes a significant proportion of the total production cost, microorganisms that depend on costly nutrients such as preformed amino acids, vitamins, growth factors, or complex organic supplements are generally less attractive for commercial-scale production. Instead, industrial strains are selected or engineered to utilize simple carbon and nitrogen sources, including glucose, sucrose, glycerol, methanol, ammonia, and common mineral salts, while maintaining high biomass formation and product yields.
The ability to grow on low-cost feedstocks significantly improves the economic viability of industrial fermentation. For example, Pichia pastoris is widely recognized for its ability to achieve exceptionally high cell densities using chemically defined minimal media containing methanol or glucose as the primary carbon source. Likewise, Saccharomyces cerevisiae has been metabolically engineered to utilize a wide variety of renewable feedstocks, including starch, lignocellulosic hydrolysates, molasses, whey, and agricultural wastes through the introduction of hydrolytic enzymes and heterologous metabolic pathways. Such metabolic versatility reduces dependence on refined substrates, lowers production costs, improves resource utilization, and supports the development of sustainable circular bioeconomy systems by converting waste materials into high-value industrial products.
2. Safe, non-toxic end-products (GRAS Status)
Safety is one of the most critical considerations in industrial microbiology, particularly when microorganisms are employed in the production of foods, beverages, pharmaceuticals, nutraceuticals, probiotics, enzymes, and animal feed additives. Industrial microorganisms should be non-pathogenic, non-toxic, and incapable of producing harmful secondary metabolites or virulence factors that could compromise product safety. For this reason, many commercially important microorganisms have been designated as Generally Recognized As Safe (GRAS) by the United States Food and Drug Administration (FDA), indicating a long history of safe use and scientific evidence supporting their safety.
Among the best-known GRAS microorganisms is Saccharomyces cerevisiae. S. cerevisiae has been used for centuries in bread making, brewing, winemaking, and more recently in recombinant protein and vaccine production. Similarly, Corynebacterium glutamicum has an excellent safety record and is extensively employed in the industrial production of amino acids such as glutamate and lysine, as well as nucleotides and other specialty chemicals. Beyond selecting naturally safe organisms, modern metabolic engineering strategies further enhance biosafety by eliminating pathways responsible for toxic metabolite formation, reducing endotoxin production where applicable, and ensuring that industrial strains produce only the intended products. These measures facilitate regulatory approval while improving consumer confidence in biotechnology-derived products.
3. Rapid growth rates and short generation times
Rapid growth is a highly desirable characteristic of industrial microorganisms because it directly influences production efficiency, fermentation productivity, and overall manufacturing costs. Microorganisms with short generation times can achieve high cell densities within relatively short cultivation periods, allowing faster product formation, increased production cycles, and greater utilization of fermentation equipment.
Shorter fermentation durations also reduce energy consumption, lower operating costs, and minimize opportunities for contamination by undesirable microorganisms. For example, under optimal conditions at approximately 30°C, Saccharomyces cerevisiae typically exhibits a doubling time of about 1.25-2 hours, enabling rapid biomass accumulation and efficient production of ethanol, recombinant proteins, and other valuable metabolites. Similarly, Bacillus subtilis, although traditionally regarded as a strictly aerobic bacterium, is capable of growing under microaerobic conditions, providing greater flexibility in industrial fermentation processes where oxygen transfer may become limiting at large scales.
This adaptability allows B. subtilis to maintain efficient growth and enzyme production across a wider range of operating conditions. Microorganisms with rapid growth rates and short generation times improve process economics by shortening batch durations, increasing production throughput, enhancing equipment utilization, and reducing the risks associated with prolonged fermentation operations.
4. High yield and selectivity for desired products
One of the most important characteristics of an industrial microorganism is its ability to convert substrates into the desired product with high yield, productivity, and selectivity while minimizing the formation of unwanted by-products. Since downstream processing and product purification account for a substantial proportion of industrial production costs, microorganisms that channel the majority of their metabolic resources toward the target product are highly desirable. High product selectivity not only improves process economics but also simplifies purification, reduces waste generation, and enhances overall manufacturing efficiency.
The metabolic pathways of industrial microorganisms are often modified through metabolic engineering to maximize carbon flux toward the desired product while suppressing competing pathways that consume valuable precursors or generate undesirable metabolites. For example, recombinant Escherichia coli and Saccharomyces cerevisiae strains have been engineered to redirect glucose metabolism toward ethanol, organic acids, amino acids, and recombinant proteins by deleting competing metabolic routes and increasing the expression of key biosynthetic enzymes. Such metabolic optimization significantly improves product yield and substrate conversion efficiency.
Another important aspect of product formation is the ability of microorganisms to tolerate compounds that inhibit metabolism during fermentation. This is particularly important in lignocellulosic biorefineries, where biomass pretreatment generates inhibitory compounds such as furfural, hydroxymethylfurfural (HMF), acetic acid, and various phenolic compounds. These inhibitors can impair microbial growth, reduce enzyme activity, and lower product yields. Consequently, industrial strains are frequently engineered to detoxify these compounds, enhance cellular repair mechanisms, or increase membrane robustness, enabling efficient fermentation even in the presence of inhibitory substrates.
Industrial microorganisms are also increasingly employed for the biosynthesis of high-value secondary metabolites that are difficult or expensive to obtain through chemical synthesis or extraction from natural sources. Examples include the microbial production of salidroside, resveratrol, flavonoids, carotenoids, and the antimalarial precursor artemisinic acid using genetically engineered yeast and bacterial systems. These engineered production platforms provide consistent product quality, reduce dependence on plant-derived sources, and enable large-scale commercial production. Microorganisms capable of producing high yields of the desired product with exceptional metabolic selectivity contribute significantly to improved profitability, reduced environmental impact, and more sustainable industrial bioprocesses.
5. Genetic amenability and engineering tools
The ability to manipulate the genetic makeup of microorganisms is a defining feature of modern industrial microbiology. Industrial production strains should be genetically tractable, allowing scientists to introduce, delete, or modify genes with high precision to improve productivity, product quality, stress tolerance, and substrate utilization. Genetic amenability greatly accelerates strain improvement and enables the development of microorganisms capable of producing compounds that are not naturally synthesized.
Among the most genetically versatile industrial microorganisms is Saccharomyces cerevisiae, which possesses highly efficient homologous recombination mechanisms that facilitate precise genome editing. This yeast is readily transformed using plasmid-based or chromosomal integration systems and is fully compatible with advanced genome-editing technologies such as CRISPR/Cas9. Likewise, Pichia pastoris employs robust expression systems based on the alcohol oxidase 1 (AOX1) promoter, enabling tightly regulated, high-level production of recombinant proteins. Various plasmid vectors, including episomal and integrative systems such as YEp, YIp, and centromeric plasmids, provide flexible tools for stable gene expression in yeast.
Beyond gene insertion, industrial strain development increasingly relies on codon optimization, promoter engineering, terminator selection, signal peptides for protein secretion, fusion tags, and co-expression of endoplasmic reticulum chaperones to improve recombinant protein folding and secretion efficiency. Advances in systems biology and synthetic biology have further revolutionized industrial microbiology through the development of genome-scale metabolic models, modular DNA assembly platforms, multiplex CRISPR editing, automated strain engineering, and synthetic genome initiatives such as the Synthetic Yeast Genome Project (Sc2.0). Together, these technologies support iterative Design-Build-Test-Learn (DBTL) cycles, allowing rapid optimization of microbial cell factories for enhanced industrial performance while reducing development time and production costs.
6. Resistance to biotic and abiotic stress
Industrial fermentation processes expose microorganisms to a wide range of biological and environmental stresses that can adversely affect growth, productivity, and product quality. Consequently, industrial microorganisms must possess high levels of resilience to both biotic and abiotic stress factors to ensure reliable and consistent performance throughout large-scale production.
Biotic stresses primarily arise from contamination by competing microorganisms and bacteriophage infections. Phage contamination is particularly problematic in dairy fermentations involving lactic acid bacteria, where bacteriophage attacks can cause fermentation failure and substantial economic losses. Many industrial bacteria naturally possess CRISPR-Cas adaptive immune systems that provide resistance against bacteriophages, while modern strain engineering has enabled the introduction or enhancement of CRISPR spacer sequences to improve phage resistance and fermentation stability.
Abiotic stresses include exposure to elevated temperatures, osmotic pressure, oxidative stress, acidic or alkaline pH, high substrate concentrations, toxic metabolic intermediates, and inhibitory compounds generated during biomass pretreatment. Industrial strains of Saccharomyces cerevisiae have been engineered to tolerate high ethanol concentrations, furfural, hydroxymethylfurfural, acetic acid, and osmotic stress through the overexpression of heat shock proteins (HSPs), antioxidant enzymes, membrane-stabilizing proteins, and other stress-responsive regulatory genes. These modifications enhance cell survival, preserve metabolic activity, and maintain product yields under harsh industrial conditions.
Similarly, industrial strains of Bacillus subtilis used for enzyme production exhibit remarkable tolerance to alkaline environments, while thermotolerant and acidophilic yeasts have been developed for specialized fermentations that operate under elevated temperatures or low pH. Such physiological robustness reduces the need for strict environmental control, lowers operating costs, decreases contamination risks, and enables microorganisms to maintain stable production performance despite fluctuations in industrial processing conditions. The ability to withstand multiple stress factors is therefore an essential characteristic of successful industrial microorganisms, contributing directly to process reliability, scalability, and long-term commercial viability.
7. Genetic and physiological stability
Genetic and physiological stability is a fundamental requirement for industrial microorganisms because consistent performance throughout repeated fermentation cycles is essential for maintaining product quality, process reproducibility, and regulatory compliance. During prolonged cultivation or repeated sub-culturing, microorganisms may accumulate spontaneous mutations, lose recombinant DNA elements, or undergo physiological changes that reduce productivity. Such genetic instability can result in lower product yields, altered metabolite profiles, increased process variability, and significant economic losses. Consequently, industrial production strains are carefully selected or engineered to maintain their desirable characteristics over many generations without requiring extensive monitoring or frequent strain replacement.
One of the most effective strategies for improving genetic stability is the integration of heterologous genes directly into the chromosome rather than maintaining them on plasmids. Chromosomal integration eliminates the possibility of plasmid loss during cell division and removes the need for continuous antibiotic selection, thereby reducing production costs and minimizing concerns regarding the use of antibiotic resistance markers in large-scale manufacturing. Stable chromosomal expression also contributes to uniform protein production and improved batch-to-batch consistency.
Industrial strains are further designed to minimize the presence of mobile genetic elements such as transposons, insertion sequences, and prophages, which may promote genetic rearrangements or unintended mutations during cultivation. Their removal reduces the likelihood of genetic drift and enhances long-term strain reliability. In addition, auxotrophic selection systems are frequently employed as alternatives to antibiotic-based selection. In these systems, microorganisms are engineered to require specific nutrients that are supplied only when the desired genetic construct is retained, thereby ensuring stable maintenance of recombinant traits without introducing antibiotics into the production process.
Recent advances in synthetic biology have further strengthened strain stability through genome redesign. Projects such as the Synthetic Yeast Genome Project (Sc2.0) demonstrate the concept of “stability by design,” in which unnecessary genetic elements, unstable repetitive sequences, and mobile DNA are removed while essential metabolic functions are preserved. These streamlined genomes exhibit improved genetic robustness and provide more predictable performance during industrial fermentation. Genetically and physiologically stable microorganisms reduce batch variability, simplify regulatory approval, lower production costs, and improve the long-term reliability of industrial bioprocesses.
8. Efficient product recovery (secretion and localization)
The economic success of an industrial fermentation process depends not only on high product yields but also on the ease with which the desired product can be recovered and purified. Downstream processing including cell separation, extraction, purification, and formulation often represents a substantial proportion of total manufacturing costs. Consequently, industrial microorganisms are preferably selected or engineered to facilitate efficient product recovery through favorable product localization or secretion.
Many industrial microorganisms naturally secrete their products directly into the surrounding fermentation medium, greatly simplifying downstream processing. For example, Bacillus subtilis efficiently secretes numerous extracellular enzymes, while Corynebacterium glutamicum exports amino acids such as glutamate and lysine into the culture broth. Similarly, filamentous fungi including Aspergillus niger and Mucor species are renowned for secreting large quantities of industrial enzymes, organic acids, and other commercially valuable metabolites. Because these products accumulate outside the cell, expensive cell disruption procedures are avoided, reducing both processing time and purification costs.
In some industrial applications, however, intracellular accumulation is desirable. Products such as polyhydroxyalkanoates (PHAs), certain recombinant proteins, and specialized metabolites are stored within microbial cells before recovery. In such cases, microorganisms are engineered to possess cell walls that can be disrupted efficiently or to undergo controlled autolysis after fermentation, thereby facilitating product extraction while minimizing damage to the target molecule.
Another strategy for improving downstream efficiency involves engineering microorganisms to aggregate or flocculate naturally. In yeast, for example, expression of FLO genes (e.g., FLO1, FLO5, FLO10, FLO9) promotes cell flocculation, allowing biomass to settle rapidly after fermentation. Flocculation is the asexual, reversible, and calcium-dependent aggregation of yeast cells into multicellular flocs containing large numbers of cells that rapidly sediment from the liquid growth medium. FLO genes encode cell-surface proteins called flocculins, which act like molecular velcro to aggregate cells and rapidly settle biomass after fermentation. This characteristic of the industrial microbe simplifies cell separation, reduces centrifugation requirements, and improves product clarification. These approaches reduce downstream processing costs, improve product recovery efficiency, and significantly enhance the overall economic performance of industrial fermentation processes.
9. Aerobic and anaerobic balance (oxygen demand)
Oxygen availability is one of the most important factors influencing microbial metabolism during industrial fermentation. However, supplying oxygen at large scales requires intensive aeration and agitation, making oxygen transfer one of the most energy-consuming and expensive aspects of aerobic bioprocessing. Consequently, industrial microorganisms are selected or engineered to utilize oxygen efficiently or to grow under reduced-oxygen or oxygen-free conditions whenever possible.
Facultative anaerobic microorganisms offer exceptional flexibility because they can alter their metabolism according to oxygen availability. Saccharomyces cerevisiae, for instance, grows aerobically to produce high biomass but switches to anaerobic fermentation for efficient ethanol production. This metabolic versatility enables manufacturers to optimize oxygen supply according to the desired industrial product while minimizing unnecessary energy expenditure. Similarly, Bacillus subtilis, traditionally regarded as a strictly aerobic bacterium, has demonstrated the capacity to grow under microaerobic conditions, allowing satisfactory performance even when oxygen transfer becomes limiting during large-scale fermentations. Such adaptability reduces aeration costs and provides greater flexibility in bioreactor operation.
Metabolic engineering has also contributed to improving oxygen utilization through the overexpression of enzymes such as water-forming NADH oxidases and alternative oxidases. These enzymes improve intracellular redox balance, reduce overflow metabolism, and enhance overall fermentation efficiency under oxygen-limited conditions. In contrast, obligate anaerobic microorganisms such as Clostridium acetobutylicum perform solvent fermentation entirely in the absence of oxygen, producing economically important chemicals including acetone, butanol, and ethanol. The ability to optimize oxygen requirements according to process objectives significantly reduces energy consumption, simplifies equipment design, and improves the economic competitiveness of industrial fermentation systems.
10. Adaptive range for pH, temperature, and medium
Industrial fermentation processes operate under a wide variety of environmental conditions depending on the desired product, production organism, and manufacturing strategy. Therefore, industrial microorganisms should possess broad physiological adaptability, enabling them to tolerate variations in temperature, pH, osmotic pressure, nutrient composition, and other environmental stresses while maintaining high productivity.
Temperature tolerance is particularly important because it influences microbial growth, enzyme activity, product formation, and contamination risk. Most conventional industrial microorganisms, including yeasts, are mesophiles that grow optimally at approximately 30°C. However, thermophilic microorganisms such as Thermoanaero bacterium species can thrive at considerably higher temperatures, allowing high-temperature fermentations that accelerate reaction rates, reduce cooling costs, and decrease contamination by mesophilic organisms. Conversely, psychrotolerant microorganisms may be advantageous in specialized low-temperature bioprocesses where heat-sensitive products are manufactured.
Tolerance to different pH conditions is equally valuable. Acidophilic fungi such as Aspergillus niger remain highly productive under acidic conditions and are extensively employed in the commercial production of citric acid and other organic acids. In contrast, alkaliphilic Bacillus species are preferred for the manufacture of alkaline enzymes used in detergents, leather processing, and textile industries because their enzymes remain stable and active under high-pH conditions.
Industrial microorganisms are also expected to utilize a broad range of culture media and efficiently acquire essential nutrients, including trace metals required for enzyme function. Advances in metabolic engineering have enabled microorganisms such as yeast to improve the uptake, transport, and binding of essential metal ions, including copper, thereby enhancing metabolic efficiency and supporting specialized industrial applications such as controlled wine fermentation. Broad environmental adaptability ultimately provides greater operational flexibility, improves process robustness, reduces production costs, and enables microorganisms to perform efficiently across diverse industrial manufacturing environments.
Taxonomic diversity and product examples of industrial microorganisms
Industrial microbiology encompasses an extraordinary diversity of microorganisms, each possessing unique physiological and metabolic characteristics that make them suitable for specific industrial applications. No single microorganism is capable of producing every commercially valuable product; instead, different microbial groups have evolved specialized metabolic pathways that are exploited to manufacture pharmaceuticals, food ingredients, industrial enzymes, biofuels, organic acids, amino acids, solvents, polymers, and numerous other biotechnological products. The selection of an industrial production organism therefore depends on factors such as substrate utilization, growth characteristics, product yield, environmental tolerance, genetic amenability, and downstream processing requirements. Bacteria represent one of the most extensively utilized groups of industrial microorganisms because of their rapid growth rates, relatively simple nutritional requirements, and ease of genetic manipulation. Species belonging to the genera Escherichia, Bacillus, Corynebacterium, Clostridium, and Lactobacillus have become indispensable in modern biotechnology.
For example, recombinant Escherichia coli is widely employed for producing therapeutic proteins, hormones, vaccines, and industrial enzymes, whereas Bacillus species are preferred for the large-scale production of extracellular enzymes due to their remarkable protein secretion capabilities. Likewise, Corynebacterium glutamicum has revolutionized the commercial manufacture of amino acids, while Clostridium species remain important for solvent production through anaerobic fermentation. Lactic acid bacteria, including Lactobacillus species, are essential in the manufacture of fermented foods and probiotic products.
Fungi constitute another major group of industrial microorganisms and include both yeasts and filamentous fungi. Yeasts such as Saccharomyces cerevisiae have been used for thousands of years in bread making, brewing, and winemaking and now serve as valuable hosts for recombinant protein production, vaccine development, and metabolic engineering. Other yeasts, including Pichia pastoris, have become preferred expression systems for producing complex recombinant proteins because of their ability to perform eukaryotic protein processing while achieving high cell densities during fermentation. Filamentous fungi such as Aspergillus, Penicillium, Rhizopus, and Mucor are particularly valued for their exceptional capacity to secrete large quantities of extracellular enzymes and organic acids, making downstream processing more economical. Several fungal species also synthesize medically important secondary metabolites that have transformed pharmaceutical manufacturing.
Actinomycetes, particularly species of Streptomyces, occupy a unique position in industrial microbiology because they produce an exceptionally diverse array of bioactive secondary metabolites. Many clinically important antibiotics, antifungal compounds, immunosuppressants, antiparasitic agents, and antitumor drugs have been isolated from this group, making them indispensable in pharmaceutical biotechnology. Advances in genome mining and synthetic biology continue to reveal previously undiscovered biosynthetic pathways, further expanding their industrial significance.
In addition to conventional bacteria and fungi, specialized microorganisms contribute to emerging sectors of industrial biotechnology. Methanogenic archaea participate in anaerobic digestion processes that convert organic wastes into methane-rich biogas, providing a sustainable source of renewable energy. Photosynthetic microorganisms, including microalgae and cyanobacteria, are increasingly being investigated for the production of hydrogen, biofuels, high-value pigments, nutraceuticals, and carbon-neutral bioproducts. Their ability to utilize carbon dioxide and sunlight offers promising opportunities for environmentally sustainable manufacturing and carbon capture technologies.
The diversity of industrial microorganisms reflects the breadth of products generated through microbial metabolism. Continuous advances in microbial physiology, metabolic engineering, genome editing, and synthetic biology have further expanded the range of organisms available for industrial applications, enabling scientists to optimize existing production strains and develop entirely new microbial cell factories. Table 1 summarizes some of the most important industrial microorganisms and the principal products for which they are commercially exploited.
Table 1. Some microorganisms of industrial importance and their products
| Organism | Product/Application |
| Penicillium, Streptomyces, Bacillus | Antibiotics (e.g., penicillin, streptomycin) |
| Recombinant Escherichia coli, Saccharomyces cerevisiae | Insulin, vaccines, and other pharmaceuticals |
| Claviceps purpurea | Ergoline alkaloids (e.g., ergotamine) |
| Rhizopus, Arthrobacter | Steroid intermediates |
| Saccharomyces cerevisiae, Zymomonas | Ethanol for biofuels and alcoholic beverages |
| Clostridium acetobutylicum | Acetone and butanol (industrial solvents) |
| Mucor, Aspergillus, Bacillus | Industrial enzymes (e.g., amylases, proteases, lipases) |
| Corynebacterium glutamicum | Amino acids (lysine, glutamate) and nucleotides |
| Aspergillus niger | Citric acid, gluconic acid, and other organic acids |
| Methanobacterium | Methane production (biogas generation) |
| Photosynthetic microorganisms (microalgae and cyanobacteria) | Hydrogen production and advanced biofuel research |
| Lactobacillus bulgaricus | Yogurt, fermented dairy products, and probiotic cultures |
Strain and process engineering strategies in industrial microbiology
Modern industrial microbiology relies heavily on strain improvement strategies that enhance productivity, robustness, and substrate versatility. Metabolic engineering focuses on the rational redesign of cellular pathways to redirect metabolic flux toward desired products. This includes improving precursor availability, such as increasing intracellular pools of S-adenosylmethionine (SAM) for methylation reactions or optimizing fatty acid intermediates for biodiesel and lipid-derived chemicals. Such interventions can significantly increase product yields, often achieving multi-fold improvements over wild-type strains. Additionally, engineering tolerance to inhibitory compounds generated during lignocellulosic biomass pretreatment is critical. Overexpression of detoxification-related genes such as ADH6, ARI1, and PAD1 improves resistance to furfural, phenolics, and organic acids, enabling efficient fermentation of renewable feedstocks.
Evolutionary engineering complements rational design by applying controlled selective pressure to adapt microorganisms to industrial environments. Adaptive laboratory evolution (ALE) enables the emergence of strains with improved sugar utilization, stress tolerance, and product specificity. Industrial yeast hybrids developed through selection strategies are widely used in brewing industries to achieve unique flavor profiles and improved fermentation kinetics. Meanwhile, bacterial systems benefit from multi-gene insertions that enhance pathway efficiency under complex industrial conditions.
Systems and synthetic biology approaches integrate genome-scale metabolic models (GEMs) with modular genetic toolkits to enable predictive and standardized strain construction. CRISPR-based platforms, promoter libraries, and chaperone systems streamline pathway optimization. Large-scale genome redesign projects, such as Sc2.0, demonstrate the feasibility of constructing synthetic chromosomes with improved stability, reduced redundancy, and enhanced metabolic performance, laying the foundation for fully programmable microbial cell factories.
Economic and environmental considerations industrial microbial processes
Economic viability is a central determinant of industrial microbial processes, and strain selection is closely tied to feedstock cost and availability. The use of low-cost renewable substrates such as lignocellulosic hydrolysates, waste glycerol from biodiesel production, whey from dairy processing, and agricultural residues significantly reduces production expenses while simultaneously promoting waste valorization. This approach aligns with circular economy principles by converting industrial by-products into high-value biochemicals, thereby reducing dependence on refined carbon sources such as glucose or sucrose.
Energy efficiency is another major economic factor. Oxygen transfer is one of the most energy-intensive components of aerobic fermentation; therefore, microorganisms with reduced oxygen requirements or facultative metabolic capabilities are preferred. Thermotolerant strains reduce cooling demands, while acid- or alkali-tolerant organisms minimize the need for extensive pH control and buffering systems. Together, these traits contribute to lower operational costs and improved process sustainability.
Downstream processing remains a dominant cost component in industrial biotechnology. Microorganisms that secrete products directly into the medium significantly reduce purification complexity and cost. Additionally, engineered traits such as autolysis or flocculation simplify biomass separation, reducing energy-intensive centrifugation and filtration steps.
Environmental sustainability is increasingly addressed through biocontainment and genetic safeguards. Synthetic auxotrophy ensures microbial survival only under controlled conditions, while engineered kill-switch systems prevent unintended environmental release. Closed-loop fermentation systems further reduce effluent discharge and microbial contamination risks, supporting environmentally responsible biomanufacturing.
Emerging technologies and future prospects of industrial microbiology
The future of industrial microbiology is being shaped by advances in synthetic biology, genome engineering, and modular bioprocess design. Synthetic genome projects, such as Sc2.0, have demonstrated the feasibility of constructing redesigned yeast chromosomes with improved stability, reduced non-essential DNA, and enhanced regulatory control. These synthetic systems enable the creation of “designer microbes” tailored for specific industrial functions, including climate-resilient production strains capable of operating under extreme environmental conditions. Synthetic neochromosomes carrying tRNA arrays and stress-response modules further expand the functional capacity of engineered cells.
Advances in gene editing technologies such as multiplex CRISPR-Cas9, Cas12a, and emerging systems like CRISPR-D-BUGS allow simultaneous modification of multiple genomic loci with high precision and efficiency. These tools significantly reduce strain development time while enabling fine-tuned metabolic rewiring. Combined with genome-wide adaptive selection strategies, they facilitate rapid optimization under industrial stress conditions such as solvent exposure, temperature shifts, and nutrient limitation.
Modular bioprocess platforms represent another major innovation, enabling plug-and-play assembly of standardized genetic parts, including promoters, coding sequences, and terminators. This modularity accelerates the construction of microbial cell factories and improves reproducibility across industrial pipelines. These technological advances are converging into integrated bioeconomy frameworks, where microorganisms serve as central platforms for producing biofuels, bioplastics, and commodity chemicals. Coupling microbial production systems with renewable energy sources such as biohydrogen and biomethane supports carbon-neutral manufacturing pathways, positioning industrial microbiology as a key pillar of sustainable global bioeconomy development.
References
Bader F.G (1992). Evolution in fermentation facility design from antibiotics to recombinant proteins in Harnessing Biotechnology for the 21st century (eds. Ladisch, M.R. and Bose, A.) American Chemical Society, Washington DC. Pp. 228–231.
Nduka Okafor (2007). Modern industrial microbiology and biotechnology. First edition. Science Publishers, New Hampshire, USA.
Das H.K (2008). Textbook of Biotechnology. Third edition. Wiley-India ltd., New Delhi, India.
Latha C.D.S and Rao D.B (2007). Microbial Biotechnology. First edition. Discovery Publishing House (DPH), Darya Ganj, New Delhi, India.
Nester E.W, Anderson D.G, Roberts C.E and Nester M.T (2009). Microbiology: A Human Perspective. Sixth edition. McGraw-Hill Companies, Inc, New York, USA.
Steele D.B and Stowers M.D (1991). Techniques for the Selection of Industrially Important Microorganisms. Annual Review of Microbiology, 45:89-106.
Pelczar M.J Jr, Chan E.C.S, Krieg N.R (1993). Microbiology: Concepts and Applications. McGraw-Hill, USA.
Prescott L.M., Harley J.P and Klein D.A (2005). Microbiology. 6th ed. McGraw Hill Publishers, USA.
Steele D.B and Stowers M.D (1991). Techniques for the Selection of Industrially Important Microorganisms. Annual Review of Microbiology, 45:89-106.
Summers W.C (2000). History of microbiology. In Encyclopedia of microbiology, vol. 2, J. Lederberg, editor, 677–97. San Diego: Academic Press.
Talaro, Kathleen P (2005). Foundations in Microbiology. 5th edition. McGraw-Hill Companies Inc., New York, USA.
Thakur I.S (2010). Industrial Biotechnology: Problems and Remedies. First edition. I.K. International Pvt. Ltd. New Delhi, India.
Discover more from Microbiology Class
Subscribe to get the latest posts sent to your email.


